Rotor Dynamics Analysis
Background
An offshore oil and gas platform had been experiencing unpredictable vibration issues with two of their turbine-driven high pressure gas compressors. The compressors are identical in design, but both exhibited different unpredictable elevations in vibration over time. Gas analysis shows minimal changes over time, suggesting that the compressors were not surging due to Molecular weight changes of the gas. Anecdotal evidence was reported that the compressors are stable after an overhaul, and for some time beyond the initial startup, however, vibrations are observed to increase over time, with no known cause. The Operators have been forced to adjust compressor speed to optimize vibrations for continued operation. The reduction in speed has affected production by reducing the throughput of the compressor.
Introduction
A detailed vibration analysis program was initiated to determine the exact characteristics of the two compressors, each with different operating chronologies. Both #1 and #2 compressors show evidence of sub-synchronous vibration at 0.37X running speed with running speeds of 14,300 and 14,900 rpm, respectively. The process conditions for the compressors indicated that they were not close to the surge line, and that there was no expectation of aerodynamic instability, or low flow conditions that would likely contribute to the vibration levels increasing over time.
Case Study
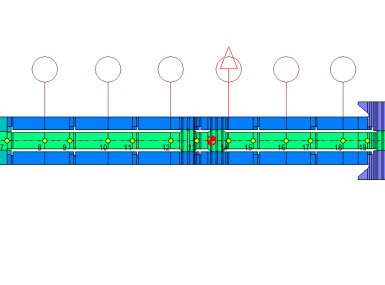
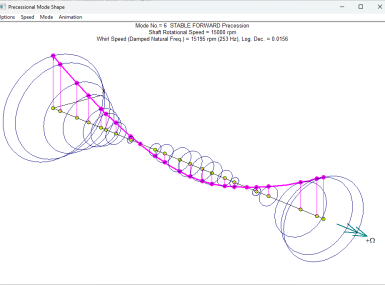
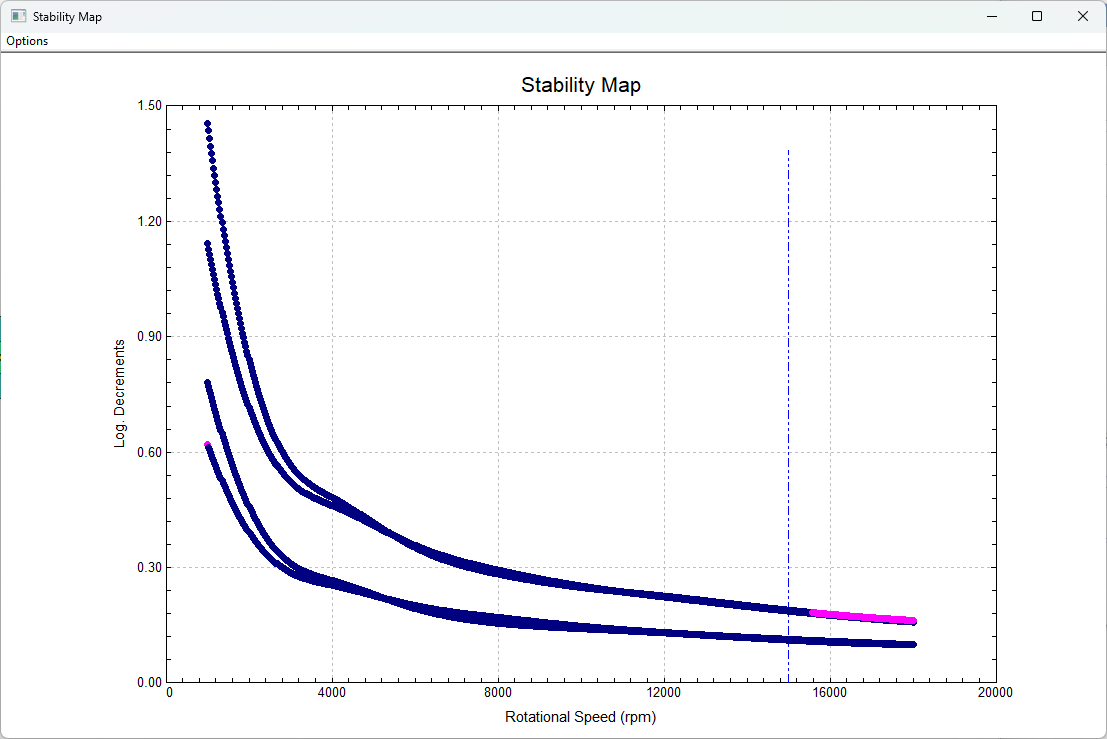
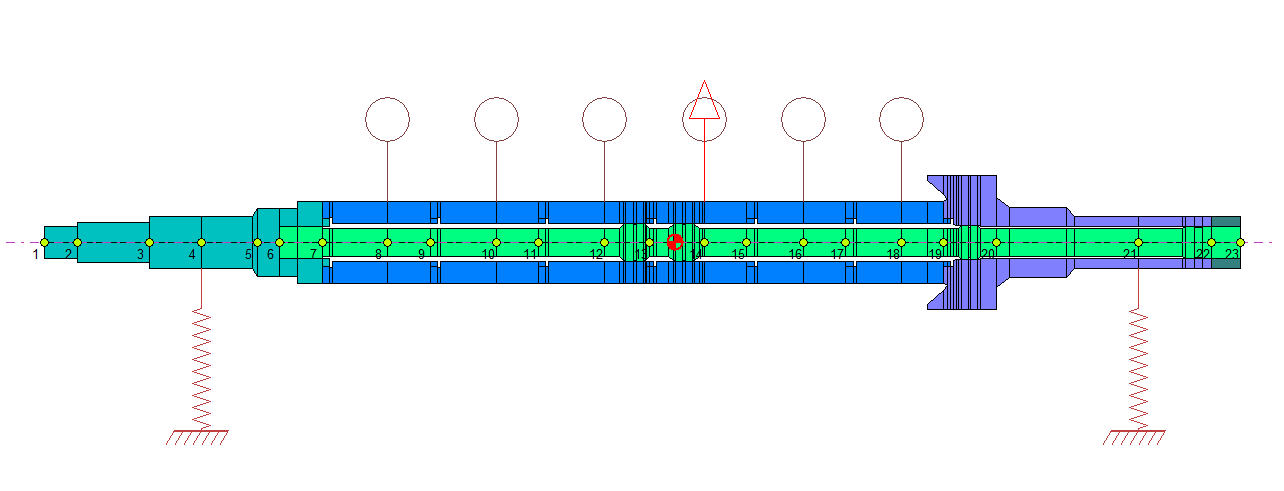
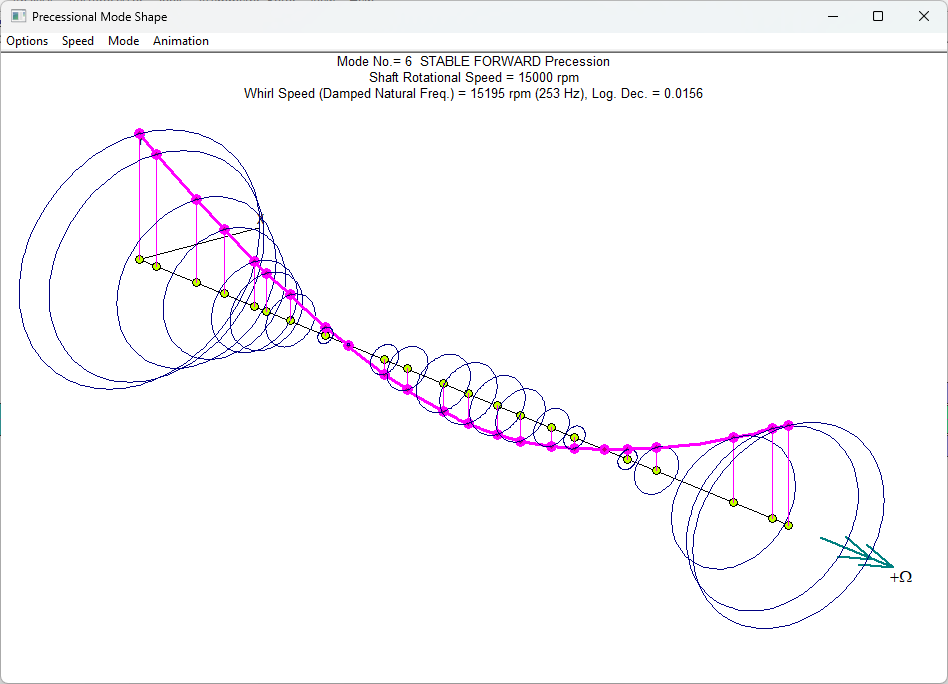
A detailed rotor model was developed in Dyrobes®, and the undamped rotor instability was mapped, which indicated that the rotor has a critical speed near the design operating speed. Several bearing studies were conducted using three variations at operating speeds. The analysis indicated that the Squeeze Film Damper Bearing performed only slightly better than the standard tilting pad bearing. The conclusion was that the upgraded SFDB bearing was not necessary and didn’t provide any appreciable improvement over the OEM’s standard tilt pad bearing. During the rotor dynamic analysis and inspection of the compressor packages, it was revealed that both compressors suffer from oil ingestion over time. Both compressors have wet shaft seals which provide an effective seal against gas leakage. However, the seal oil system has been upgraded by the OEM, and required preventive measures had not been taken, so the seal oil system was neglected. Because the seal oil system was not operating correctly, it allowed oil to be ingested into the compressor from the suction seal. The oil contamination gradually accumulated and became an oil whirl on the impellers. As the amount of oil in the compressor case increased, the oil provided a higher stiffness and lower damping than the gas in the same clearance passages. This caused a destabilizing effect on the rotor, which resulted in sub-synchronous vibrations at operating speeds. As the volume of oil increased in the casing, the destabilization worsened, and the vibrations increased. However, the primary increase was at the sub-synchronous frequencies. When the compressor was shut down, approximately 4-5 gallons of oil were drained from the casing. When the compressor was restarted, vibrations settled back to normal levels and the sub-synchronous vibrations were no longer an issue.